镜面加工对轧辊表面加工的重要意义
轧辊是应用在轧机上,使受轧制的金属产生塑性变形的重要部件,是决定轧机效率和轧材质量的重要消耗部件。轧辊的形状、尺寸和材质须与轧机和轧制产品相适应。轧辊的质量主要体现在抗热裂、硬度、耐冲击、表面光洁度和切削性能等方面。轧辊表面粗糙度是表征轧辊表面特性的一个重要参数。在实际应用中经常会遇到以下各种问题,诸如断裂、表面粗糙变形等等,严重影响企业效率。如今飞速发展的镜面加工技术如威尔的超声冲击豪克能等技术都能很好的解决此类问题,大大提高轧辊的表面粗糙度。
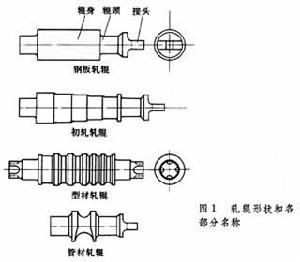
轧辊有不同的分类方法。按辊身形状分为圆柱形和非圆柱形,前者主要用于板材、带材、型材和线材生产,后者主要用于管材生产。按是否接触轧件分为工作轧辊和支承辊。直接接触轧件的轧辊称工作轧辊;为增加工作轧辊的刚度和强度而置于工作轧辊背面或侧面又不直接接触轧件的轧辊称支承辊。按使用机架分为初轧辊、粗轧辊、中间轧辊和精轧辊。按轧材的品种分为板带轧辊、轨梁轧辊、线材轧辊和管材轧辊等。还可按轧制时轧件的状态分为热轧辊和冷轧辊。
轧机部件中轧辊的工作条件最为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。所以轧辊除磨损外,还经常出现裂纹、断裂、剥落、压痕等各种局部损伤和表面损伤。一个好的轧辊,其强度、耐磨性和其他各种性能指标间应有较优的匹配。这样,不仅在正常轧制条件下持久耐用,又能在出现某些异常轧制情况时损伤较小。所以在制造轧辊时要严格控制轧辊的冶金质量或辅以外部措施以增强轧辊的承载能力。合理的辊形、孔型、变形制度和轧制条件也能减小轧辊工作负荷,避免局部高峰应力,延长轧辊寿命。轧辊消耗量决定于三个因素:①轧机、轧材和轧制条件,以及轧辊的合理选择;②轧辊材料及其制造质量;③轧辊的使用和维护制度。
轧辊的选用 小型20辊轧机的工作轧辊重仅 100克左右,而宽厚板轧机的支承辊重量已超过200吨。选用轧辊时首先根据轧机对轧辊的基本强度要求,选定安全承载的主体材料(各种级别的铸铁、铸钢或锻钢等),然后考虑轧辊使用时所应有的耐磨性。由于轧辊的磨损机理很复杂,包括机械应力作用、轧制时的热作用、冷却作用、润滑介质的化学作用以及其他作用,目前还没有一项综合评定轧辊抗磨性的统一指标。由于硬度易于测量,并在一定条件下可以反映耐磨性,所以一般就用径向硬度曲线来近似地表述轧辊的耐磨指标。
轧机部件中轧辊的工作条件最为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。所以轧辊除磨损外,还经常出现裂纹、断裂、剥落、压痕等各种局部损伤和表面损伤。一个好的轧辊,其强度、耐磨性和其他各种性能指标间应有较优的匹配。这样,不仅在正常轧制条件下持久耐用,又能在出现某些异常轧制情况时损伤较小。所以在制造轧辊时要严格控制轧辊的冶金质量或辅以外部措施以增强轧辊的承载能力。合理的辊形、孔型、变形制度和轧制条件也能减小轧辊工作负荷,避免局部高峰应力,延长轧辊寿命。轧辊消耗量决定于三个因素:①轧机、轧材和轧制条件,以及轧辊的合理选择;②轧辊材料及其制造质量;③轧辊的使用和维护制度。
轧辊的选用 小型20辊轧机的工作轧辊重仅 100克左右,而宽厚板轧机的支承辊重量已超过200吨。选用轧辊时首先根据轧机对轧辊的基本强度要求,选定安全承载的主体材料(各种级别的铸铁、铸钢或锻钢等),然后考虑轧辊使用时所应有的耐磨性。由于轧辊的磨损机理很复杂,包括机械应力作用、轧制时的热作用、冷却作用、润滑介质的化学作用以及其他作用,目前还没有一项综合评定轧辊抗磨性的统一指标。由于硬度易于测量,并在一定条件下可以反映耐磨性,所以一般就用径向硬度曲线来近似地表述轧辊的耐磨指标。
通常对粗轧辊以强度、抗热裂为主要要求;而精轧辊速度较高,轧制最终产品要有一定的表面质量,对它以硬度、耐磨等为主要要求。此外,对轧辊还有一些特殊要求,如压下量大时,要求轧辊有较强的咬入能力,较耐冲击;轧制薄规格产品时,则对轧辊的刚性、组织性能均匀性、加工精度以及表面光洁度等要求较严;轧制复杂断面的型钢时,还要考虑辊身工作层的切削加工性能等。
轧辊种类 轧辊品种很多,主要有以下几类:①铸铁轧辊。一般按制造工艺分类:工作层因金属型的激冷作用呈白口组织(基体+碳化物)的轧辊称冷硬铸铁轧辊;用上述方法,但适当提高铁水碳当量而得到麻口组织(基体+碳化物+石墨)的轧辊称无限冷硬铸铁轧辊。“无限”—词源于英文“indefinite”,原意为“不明确”,指激冷层在断口上无明确界限,被误译为“无限”,现已沿用成习。采用衬砂金属型并继续提高碳当量可得粗麻口组织的轧辊,称半冷硬铸铁轧辊。所有上述品种的组织中凡石墨呈球状的,称球墨铸铁轧辊;复合浇铸的轧辊加“复合”一词。②铸钢轧辊。一般按含碳量分类:含碳极高(1.4~2.4%)的过共析钢轧辊,俗称半钢轧辊,高碳的半钢轧辊实际已伸入铸铁领域;高碳过共析钢轧辊还有一类为石墨钢轧辊,其石墨是通过孕育和热处理获得的。③锻钢轧辊。一般按用途分类。④其他,除采用特殊加工工艺的以外,都直接以材质称呼。如用电渣重熔铸造坯料锻压的轧辊称为电渣重熔锻压轧辊。
对大部分轧辊的芯部和工作表层有不同的性能要求。用单一材料难于满足要求时,内外层可分别用两种材料来制造。复合工艺可采用机械组合、复合铸造及其他复层技术。修复轧辊常用堆焊技术。
锻钢轧辊现状
锻钢轧辊可分为锻钢热轧辊及锻钢冷轧辊,锻钢热轧辊主要用于热轧开坯及型钢粗轧辊,锻钢冷轧辊广泛用作冷轧工作辊。由于冷轧板材要求质量较高,尤其是冷轧薄板广泛用于轻工、汽车、建筑及铁道等行业,要生产高质量的冷轧薄板,必须要有高质量的冷轧工作辊做保证,这样对冷轧工作辊的性能提出很高的要求:辊身表面必须具有高而均匀的硬度,以保证冷轧带材或钢板的尺寸精度和良好的表面质量;辊身具有一定的淬硬层深度;具有高的抗事故能力。为达到这些性能,对轧辊材质的原始组织要求很严:一是纯净的冶金质量;二是组织的均匀性。高的冶金质量指轧辊钢锭结晶致密,偏析不严重,不允许存在白点,钢中残存的非金属夹杂物含量尽可能低。对轧辊使用状态下的组织要求为隐针M及细小C,碳化物颗粒尺寸尽可能细小(0.5-2微米),呈弥散分布。同时保证一定的淬硬层深度,淬硬层深度的增加,可以减少轧辊在使用中的重淬次数,大大降低轧辊成本。